July 29,2020.
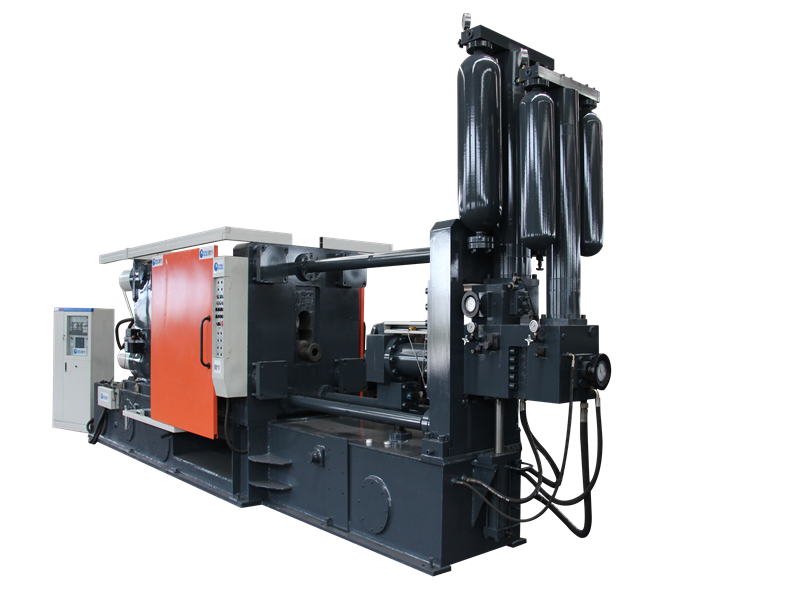
Congratulations to Longhua on the successful delivery of the cold chamber die casting machine in the factory! Bengbu Longhua , founded in Bengbu, Anhui Province of China ,in 1982, is a professional high-tech enterprise engaged in the design, manufacture and sale of cold chamber die casting machine, die casting peripheral equipment, oil field equipment and new energy equipment (natural gas, nitrogen, wellhead, casing, raw materials, liquefied petroleum gas, special gas, compressor). On November 7, 2017, Longhua won the national high-tech enterprise certificate! On June 26, 2019, Longhua was successfully listed in the National Science and Technology Innovation Special Edition! On November 24, 2019, Bengbu Longhua and the "Hefei Institute of the Chinese Academy of Sciences" signed the "Intelligent High Speed, High Precision Die Casting Machine" project, which has been included in one of the four high-end manufacturing projects in Bengbu! Longua intelligent die-casting machines are applicable to manufacture of automobile and motorcycle parts (engine cylinder block, cylinder head, crankcase, hinged door covers, oil pan, gearbox housing, gearbox end cap, dashboard, etc.), electric escalator handrail/steps, industrial/road/railway/air/agricultural machinery, spotlight shells, building material parts, furniture, aluminum arts, copper arts, magnesium alloy products, non-ferrous metal processed products and other die casting products. Longhua die-casting machine and oilfield equipment products are exported to: Brazil, Egypt, South Africa, Vietnam, Pakistan, Bangladesh, Uruguay, India, Russia, kazakhstan, kyrgyzstan, Ukraine, Iran, Iraq, north Korea, Japan, Ecuador, the United States, South Korea, Algeria, China Taiwan and other countries and regions. Longhua’s quality goal is that "Today’s quality means tomorrow's market".
Read More