June 27,2025.
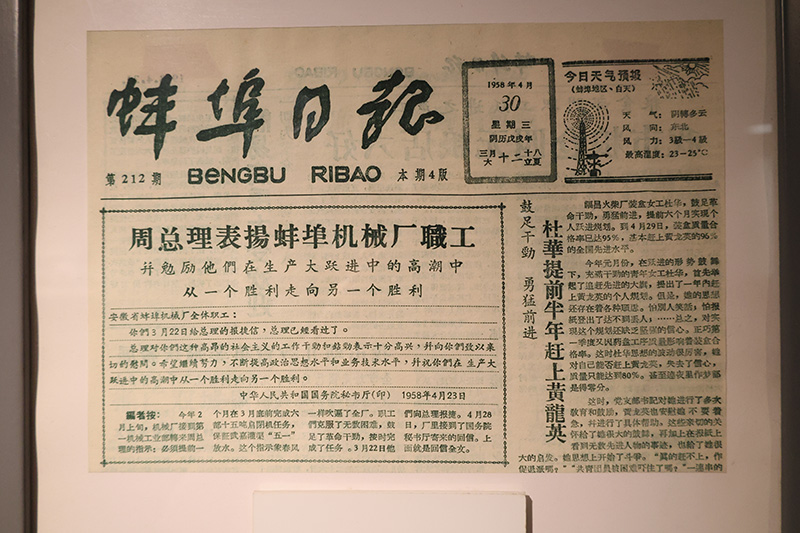
"From one victory to another!" Published in the Bengbu Daily on April 30, 1958—67 years ago! —Premier Zhou Enlai inscribed his congratulations to "Bengbu Machinery Factory" (Longhua). Longhua has transitioned from a planned economy to a market economy! Longhua has expanded from domestic sales to global marketing! Bengbu Longhua's Former Names: Bengbu Machinery Factory / Anhui Water Conservancy Machinery Factory (One of Anhui's "Five Major Machinery Factories")! Longhua was established on July 1, 1950, initially named the Machinery Brigade of the Huai River Control Commission. Its predecessor was the office site of the Nationalist Government's Huai River Conservancy Commission before liberation. In 1949, the site consisted only of a few dilapidated old workshops and a two-story office building. Later, the Maintenance Brigade of the National Huai River Control Commission was stationed there, then known as the Machinery Brigade of the Huai River Control Commission. On June 2, 1953, it was renamed: Machinery Repair Factory of the Huai River Control Commission. On January 10, 1958, it was officially renamed: Bengbu Machinery Factory (Anhui Water Conservancy Machinery Factory) / State-Owned. On April 30, 1958, Premier Zhou Enlai listened to a report from Bengbu Machinery Factory (Anhui Water Conservancy Machinery Factory) / State-Owned:The factory successfully passed the inspection by the National Ministry of Machinery for large-scale components such as "Gate Hoists" and "5-Meter Vertical Drilling Machines" produced for Vietnam. The project has successfully passed the acceptance inspection, and Premier Zhou Enlai praised the factory's workers in the "Bengbu Daily", saying: "From one victory to another!" On May 18, 1972, it was officially renamed Bengbu Water Pump Factory / State-Owned, mainly producing various water pumps and oil drums. Among them, the 2.8-meter axial-flow pump was applied to water conservancy projects on the Yangtze River. On July 17, 1982, it was officially renamed Bengbu Longhua Machinery Factory / State-Owned. 1.A key enterprise in Anhui Province's machinery system. 2.Designated as the official die-casting machine production base in Bengbu by China's First Ministry of Machine Building (FMMB). On November 25, 2000, Bengbu Longhua Machinery Factory entered bankruptcy liquidation. On March 13, 2002, Bengbu Longhua Machinery Factory was officially declared bankrupt and shut down. On June 18, 2002, Zhou Wenping, a laid-off worker, led a group of former Longhua technicians to start their own business. They rented a 200-square-meter agricultural equipment warehouse in Daihu Village, Yanshan Township, Zhongshi District, Bengbu, beginning as a small workshop—repairing die-casting ...
Read More