2024-08-19
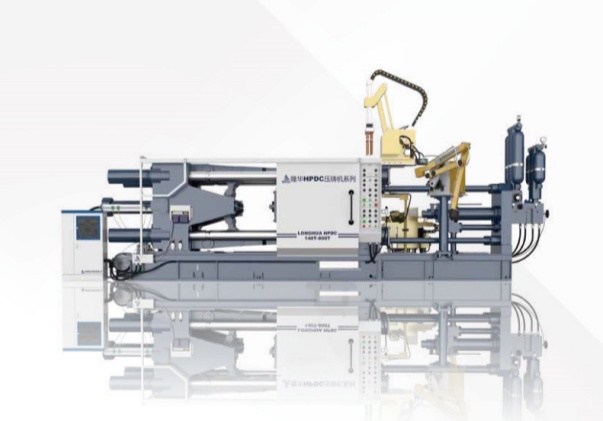
Anhui Province Innovative/Small and Medium sized Enterprise Honor Certificate-- June 26, 2024 Anhui Province Specialized and Innovative/Small and Medium sized Enterprise Honor Certificate-- August 9, 2024 Bengbu Longhua Die Casting Machine Co., Ltd. was established in 1982 and was awarded the national "High tech Enterprise Technology Certificate" in 2017! Our company actively responds to the great call of the country to encourage "cooperation between real estate universities and research institutes"! Our company takes the initiative to cooperate with the "Chinese Academy of Sciences Hefei Institute of Materials Science" * "Bengbu University" and other universities and institutes to jointly develop two major scientific research projects, "high-speed and high-precision AI die-casting machine" and "die-casting robot". These two major scientific research projects were successfully launched in October 2022, and currently have completely independent product intellectual property rights. The degree of localization has reached 99%, and the product cost-effectiveness ranks first in the world! These two major scientific research projects have successively won 13 national invention patents, 93 national utility model patents, 6 computer software copyright certificates, 1 "Anhui Province's first set of major technical equipment certificate", 5 "Anhui Province new product certificates", 1 "National Knowledge Product Standardization Certificate", 27 "Anhui Province Science and Technology Achievement Certificates", 5 "Longhua Trademark Certificates", 2 "EU CE Certificates/Die Casting Machines and Robots", "National Standard Drafting Unit for Artificial Intelligence Cold Chamber Die Casting Machines", and other honorary certificates and invention patents in research and production. The successful development and production of two major scientific research projects, "High speed and high-precision AI die-casting machine" and "die-casting robot", fundamentally changed the world's perception of "High speed and high-precision AI die-casting machine" and "die-casting robot". After entering the global market in 2022, they will completely shake up foreign die-casting machine and robot manufacturers. The successful development and production of these two products can not only reduce the production and procurement costs of the die-casting industry at home and abroad, increase the country's foreign exchange reserves, but also make a huge contribution to enhancing the competitiveness of national brands in the international market. At present, Longhua die-casting machine has been sold to 32 countries and regions/Brazil, Egypt, South Africa, Vietnam, Pakistan, Bangladesh, Uruguay, India, Russia, Kazakhstan, Kyrgyzstan, Tajikistan, Ukraine, Iran, Iraq, North Korea, Ecuador, the United States, South Korea, Algeria, Taiwan, China Province of China and other countries and regions. Longhua's "high-speed and high-precision AI die-casting machine" and "die-casting robot" help build a...
Read More