2022-03-10
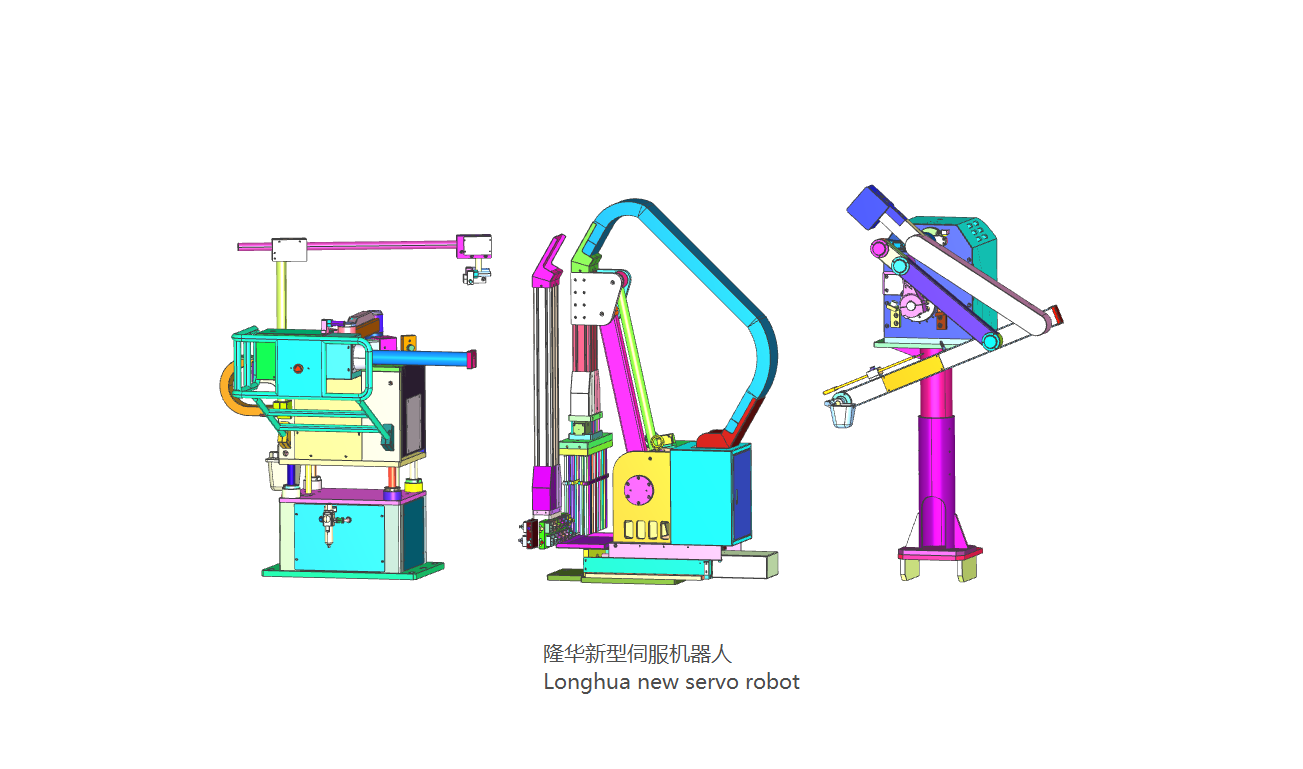
In casting production,industrial robots can not only replace people in high temperature, pollution and dangerous environment, but also improve work efficiency, improve product accuracy and quality, reduce costs, reduce waste, and can obtain flexible and durable high speed production process. Longhua technology will be casting technology, casting equipment, industrial robot organic combination, continuous research and development of casting projects in the field of application, has covered die casting machine automation, die casting casting, casting grinding and other fields, mainly involved in core making, modeling, cleaning, grinding, transport and palletizing processes. 1. Gravity casting -- new servo ladle machine The traditional casting mode of gravity casting is artificial spoon to take liquid aluminum casting, high temperature, large handling strength, especially large castings need two spoons to take liquid aluminum casting. This mode will cause poor stability of casting process and fluctuation of casting product quality due to the limitation of operator's physical ability. Not only manpower is too much to bear, quality is also affected. And the use of industrial robot casting, by the robot pouring management software automatic control of the robot according to the set of casting process, product repeatability is consistent, greatly improve the quality of products, the liberation of labor. · 2, die casting machineextract-- new servo auto extractor Die casting workshop high working temperature, labor intensity, the use of robots to replace manual picking and spraying operations, can improve production efficiency and reduce the dependence on manual, more and more die casting factories began to use robots in the die casting link. 3. Die-casting demoulding machine -- new servo auto sprayer The demoulding process in the production of traditional investment casting is generally completed by manual. Some demoulding agent has heavy weight and large labor intensity, while industrial robot has high movement accuracy and large load quality, which can replace manual demoulding operation of die casting parts. Automatic robot in casting production has the characteristics of improving working conditions, saving labor, reducing scrap rate and product cost, improving productivity and product quality, ensuring production safety, accelerating product renewal, and reducing equipment loss, saving resources, clean production and so on.Therefore, improve the level of automation in the foundry industry, strengthen the application of industrial robots in the foundry industry, so as to achieve clean production, increase enterprise benefits. Bengbu Longhua die casting Machine Co., Ltd. has mature experience and technology in the application of automatic die casting machine industry, and is a strong partner of large casting enterprises to realize machine replacement and intelligent production. Longhua, let the world love Made i...
Read More